Guitare mythique de Jerry Garcia du Gratefull Dead, la Tiger a été réalisée par Dough Irwin.
Il lui a fallu 8 ans pour la construire et elle a coûté 5800$ en 1979. Son dernier acquéreur, en 2026,
l'a payée 14 000 000$.
Cette copie reprend quelques caractéristiques de l'originale.
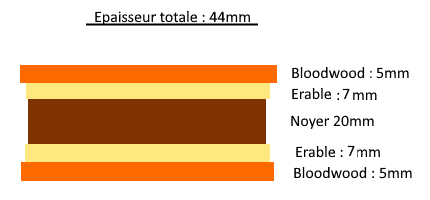
Le corps sera réalisé à partir de plusieurs types de bois assemblés afin de former un corps d'une épaisseur de 45mm.
Ce principe d'assemblage est appelé "Hippie Sandwitch".
Planches brutes
La poutre qui constituera le manche et qui traversera tout le corps est composéee de 3 essences différentes de bois : érable, noyer et padouk.
Elle mesure initialement 105cm x 12,8cm x 4,8 cm.
Un micro chevalet Di Marzio Dual Sound DP101 - 6.6kohm/3H par bobinage - 13.7kohm/6H en double.
Un micro central Di Marzio DP100 Super Distorsion II - 6.6kohm/3H par bobinage - 13.7kohm/6H en double.
Un micro manche Di Marzio SDS1 - 8,9kohm - 8,6H.
Des répliques du chevalet et du cordier utilisé par Dough Irwin.
Un diapason de 635mm qui impose un trussrod de 440mm.
Un circuit électronique réalisé par mes soins qui intègre le préamplificateur/boost.
Les 5 couches du corps sont collées entre elles à la colle titebond.
Après une journée de séchage, les tranches intérieures, celles qui seront collées au manche,
sont dressées à la scie circulaire et ajustées au papier de verre.
A ce stade, chaque flancs mesure 15x55cm.
L'épaisseur est de 45mm après plusieurs passages à la calibreuse. Le corps de la Tiger devant
avoir une épaisseur de 44mm, il faudra réaliser un léger ponçage en phase finale de réalisation.
Préparation du manche : étape 1
Le manche est composé de plusieurs couches de bois disposées en alternance :
deux bandes d'érable de 53 mm, deux fines couches de noyer de 0,5 mm, deux bandes
d'érable de 5 mm et une couche de padouk de 10 mm.
Comme la largeur totale de 128 mm est trop grande, deux bandes latérales de 27 mm
sont découpées, réduisant ainsi la poutre centrale à 60 mm.
Pour former la tête de la guitare, deux sections de 18 cm provenant des bandes
latérales coupées sont ensuite collées à l'extrémité de la poutre, ce qui permet
d'obtenir une largeur finale de 120 mm.
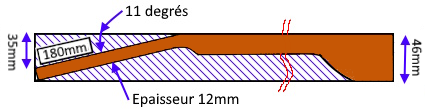
L'épaisseur de la poutre est assez importante pour permettre d'incliner la tête de 11 degrés
sans nécessiter de coller la tête comme cela est fait habituellement sur les guitares.
L'inclinaison de la tête de la Tiger originale est également de 11°.
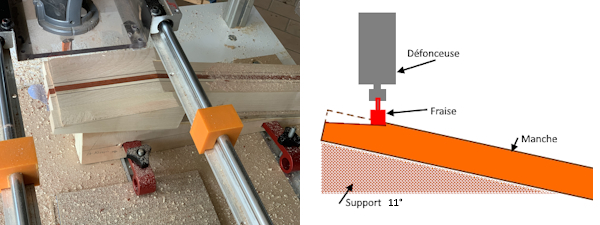
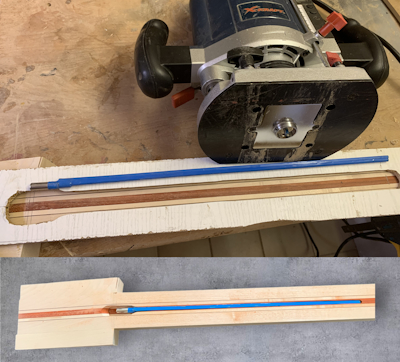
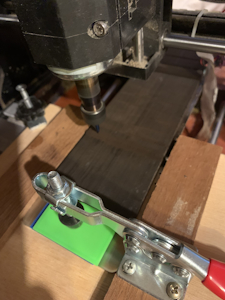
Pour usiner l'angle de la tête, on fixe la poutre du manche sur un support ayant un angle de 11°.
Le déplacement horizontal d'une fraise permettra alors d'obtenir l'angle de la tête.
Pour usiner l'arrière de la tête, on procède de la même manière en inversant le manche et le support incliné.
L'épaisseur finale de la tête sera d'environ 12mm, ce qui avec la plaque de tête de 3mm fera une épaisseur totale de 15mm.
Usinage du canal du trussrod
La gabarit utilisé pour creuser le canal du trussrod nécessité l'outil de centrage de la défonceuse
ainsi qu'une fraise de 6mm, ce qui correspond à la largeur du trussrod.
Le canal aura une profondeur de 9,5mm et sera placé de telle sorte que la vis de réglage se trouve
au milieu du sillet.
la longueur du trussrod est de 440mm ce qui correspond au standard Fender.
Usinage de la touche
Les caractériques de la Tiger de Doug Irwin sont les suivantes :
Diapason de 25" (635mm)
24 frettes
Touche en ébène
Largeur du manche au sillet : 42mm
Largeur du manche en frette 24 : 55mm
Sillet en laiton
Liaison du manche avec le corps à la 19°case
On va donc se baser sur ces spécifications pour usiner la touche et par la suite le manche.
Pour réaliser les rainures des frettes, la touche, préalablement ajustée
à une épaisseur de 6 mm, est fixée à l'aide d'un adhésif double-face sur
une règle à fretter avec un diapason de 25 pouces.
Cette règle est ensuite placée dans un support équipé d'un clou d'indexage,
lequel est fixé à la table de la fraiseuse à commande numérique (CNC).
Chaque rainure est créée en effectuant quatre passes successives, chacune de 0,625mm
de profondeur, avec une fraise de 0,6 mm de diamètre.
Au final, chaque rainure aura une profondeur totale de 2,5mm.
L'usinage de la touche à la forme et à la taille finale est fait avec un gabarit,
l'affleureuse et la fraise à copier.
Les repères de touches seront ovals et en nacre.
9mm x 20 mm pour le repère de la case 12. Ce dernier est en outre incrusté
d'un point rouge de diamètre 6mm
3mm x 45mm pour le repère de la case 24.
5mm x 20mm pour les autres repères.
Les logements de ces repères sont réalisés avec la fraiseuse à commande numérique.
La découpe des repères est réalisée avec cette même fraiseuse.
Couvercle Tiger
Ce qui permet de reconnaître la guitare Tiger de toutes les autres en dehors de sa forme particulière,
est le dessin emblématique du tigre gravé sur le couvercle du boîtier abritant le préamplificateur.
Ce tigre est sculpté dans une plaque de ziricote de 4 mm d'épaisseur, qui forme un couvercle ovale de
14 x 11 cm. Les zones gravées sont ensuite remplies de résine époxy blanche,
mettant en valeur le motif du tigre.
Enfin, la plaque ovale est dotée d'un liseré en érable de 6mm pour ajouter une touche d’élégance au design.
Cette pièce a été réalisée essentiellement avec la CNC. Le ponçage final a été réalisé
avec la calibreuse.
Le même traitement a été utilisé pour réaliser le couvercle du boitier électrique au dos
de la guitare.
Préparation du manche : étape 2
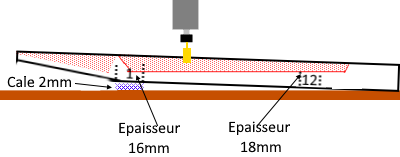
A la case 1, l'épaisseur du manche doit avoir 22mm. A la case 12 cette épaisseur doit être de 24mm.
La touche ayant une épaisseur de 6mm, il faut donc ramener le manche respectivement à 16mm et 18mm.
Pour obtenir une épaisseur croissante, on peut placer une cale de 2mm sous l'emplacement de la première case
et usiner de sorte que la distance entre le bas de la fraise et le plan d'usinage soit de 18mm.
Il est important de laisser assez de matière pour pouvoir réaliser la volute (case 1) et le talon (case 19).
Collage des flancs
Avant de coller les deux planches qui constitueront les flancs, on trace les contours
que devra avoir la guitare.
Il faut s'assurer que les flancs seront correctement placés autour du manche, que le diapason est
respecté, et que tous les éléments (chevalet, cordier, couvercle décoratif) trouvent leur place.
Afin de simplifier les opérations futures, les découpes du manche sont faites avant le collage.
A l'aide de 4 tourillons de 6x10mm, on prépare le positionnement en faisant en sorte
qu'à l'arrière du corps la poutre centrale soit "à fleur"" avec les deux flancs. Sur la face table,
la poutre dépassera d'environ 3mm. C'est la différence d'épaisseur entre la poutre (46mm), et les flancs
(43mm).
Les flancs sont ensuite collés à l'aide de la titebond. Cette opération peut être réalisée en une fois
en collant les deux flancs, ou en deux étapes en collant chaque flanc à tour de rôle et en respectant
le temps de séchage de la colle.
Découpe du corps
Pour obtenir la forme du corps, on trace au préalable au crayon les contours extérieurs.
A l'aide d'une scie à ruban ou d'une scie à chantourner, on découpe grossièrement
la planche qui constitue le corps.
Avec la ponceuse lapidaire et la ponceuse oscillante retirer l'excédent de bois jusqu'à
obtenir la forme souhaitée.
Collage de la touche
On commence par retirer la surépaisseur du côté de la table avec une défonceuse.
Pour les finitions, on utilise un racloir.
Au final, le corps fait 43 mm d’épaisseur partout, sauf sous la touche, où l'épaisseur
reste à 46 mm.
Positionner temporairement la touche avec précision sur le manche.
Bloquer la touche à l’aide de serre-joints, puis percer deux trous de 2 mm de diamètre
et 14 mm de profondeur aux extrémités pour les clous de positionnement.
Appliquer un filet de colle élastique sans silicone dans la gorge du trussrod.
Insérer le trussrod et protéger la gorge avec un adhésif de masquage pour empêcher
la colle Titebond de s’y infiltrer. Étaler une couche de colle Titebond sur la surface
du manche et sur le dos de la touche.
Retirer l’adhésif de protection. Insérer les clous de centrage dans leurs trous.
Positionner la touche sur le manche et serrer fermement avec des serre-joints.
Il est préférable de placer un tasseau entre les serre-joints et la touche pour éviter de la marquer.
Nettoyer immédiatement les excès de colle pour assurer une finition propre.
Façonnage du manche
Avant de procéder à l'usinage du profil du manche, il est préférable de poncer le radius de la touche
afin de pouvoir juger du confort du manche lors du façonnage du profil.
Avec une cale à poncer au radius de 12 pouces, poncer la surface d'ébène jusqu'à obtenir une surface
plane sans aspérités. Il faut s'assurer que les repères de touches sont bien au même niveau que la touche.
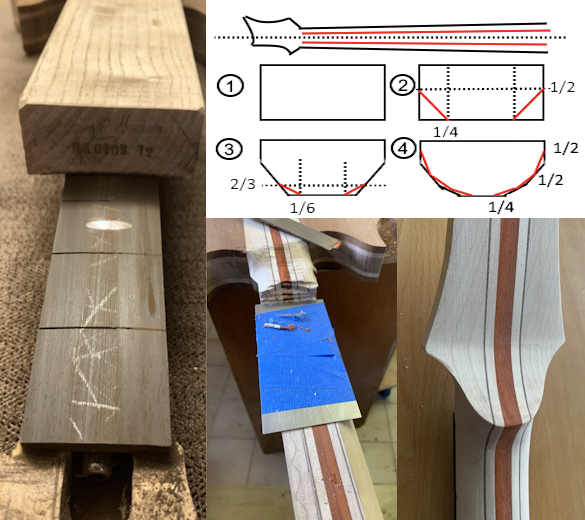
Pour obtenir le profil en C, suivre les étapes 2 à 4 décrites sur la figure ci-contre. Tracer les traits
et enlever la matière avec une rape, un racloir et le papier de verre.
Le profil doit être régulier et fidèle à la caractéristique souhaitée. Si besoin, corriger avec un racleur et
du papier de verre d'un grain de 80 puis de 120.
Poncer la surface avec du papier de grain 150 pour obtenir un toucher lisse et doux.
La volute est obtenue par enlèvement de matière successivement à la rape, au racleur et à la ponceuse.
L'épaisseur de la volute ne dépassera pas 30mm.
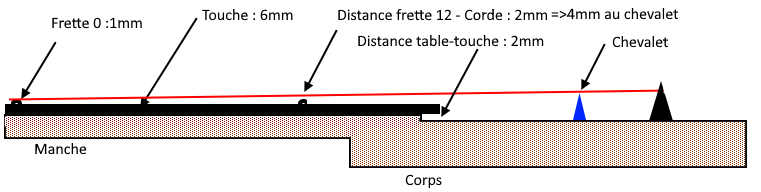
Vérification des hauteurs du chevalet
A ce stade des opérations, il est nécessaire de vérifier si le chevalet permet d'obtenir
une hauteur de corde satisfaisante.
La hauteur entre la corde et la table au niveau du chevalet sera de 13mm, si un souhaite
2mm de hauteur à la douzième case (ce qui donne 4mm au chevalet) :
Le chevalet utilisé ayant une hauteur de 13,5mm. Il sera donc nécessaire de creuser la table
de 1mm sous le chevalet pour sécuriser les réglages.
Réalisation des différents logements
De nombreux logements doivent être usinés :
A partir de la table :
Logements des trois micros (un simple et deux humbucker) : profondeur 26mm.
Logement du chevalet d'une profondeur de 2mm.
Logement pour le préamplificateur et la pile : profondeur de 27mm.
A partir du dos :
Logements des câblages électriques : profondeur 36mm.
Logement du couvercle du logement : profondeur 4mm.
Dans chaque cas, un gabarit d'usinage est utilisé pour restreindre
le déplacement de la défonceuse munie d'une fraise à copier.
Réalisation de la plaque de tête
La plaque de tête est fabriquée à partir d’une chute d’acajou de 2,5 mm d’épaisseur.
Sa découpe grossière est effectuée à l’aide d’une fraiseuse à commande numérique (CN).
Le logo, en érable, ainsi que la représentation de la Terre, gravée dans une plaquette
de céramique reconstituée de 2 mm d’épaisseur, sont également usinés avec la fraiseuse CN.
Après une dernière mise à niveau, la plaquette est collée avec de la Titebond, puis le
contour de la tête est soigneusement poncé à la ponceuse lapidaire.
Enfin, les perçages de 10 mm de diamètre sont réalisés avec précision afin d’assurer
un alignement parfait des mécaniques.
Frettage et planification
Les frettes, au format Fender, sont en acier inoxydable et mesurent 2,4 mm de large pour 1,25 mm de hauteur. Leur installation suit un processus classique :
Limage léger des rainures à l’aide d’une petite lime triangulaire pour faciliter l’insertion des frettes.
Pose des frettes à l’aide d’un petit maillet à fretter.
Découpe de l'excédent de part et d'autre du manche.
Protection de la touche avec du ruban adhésif de masquage.
Limage des bords à l'aide d'une lime biseautée à frette.
Limage final pour obtenir un arrondi de l'extrémité avec une petite lime.
Planification à l’aide d’une règle dédiée, après vérification de la rectitude du manche.
Si nécessaire, ajustement du truss rod.
Finition du profil des frettes avec une lime spécifique, suivie d’un polissage
à l’aide de laine métallique.
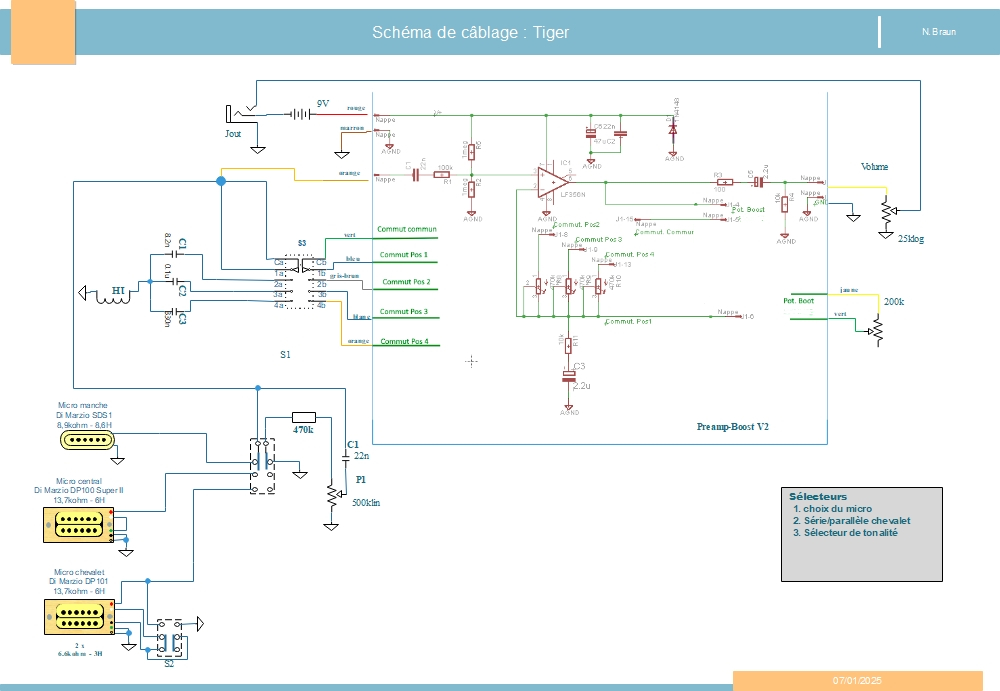
Le circuit électrique est assez complexe, car il intère à la fois les commandes classiques mais aussi le préamplificateur.
Ce dernier assure trois fonctions essentielles :
Adaptation d'impédance pour le bouton de volume ce qui évite d'avoir une modification
de la tonalité lorsqu'on réduit le volume.
Adaptation du volume lorsqu'on change la position du sélecteur de tonalité. Chaque position est amplifiée
pour compenser la baisse de volume liée à l'atténuation des fréquences (coupe bande).
Fonction boost qui permet d'obtenir un gain d'environ +26dB.
Le sélecteur S1 à 5 positions, classique dans beaucoup de guitares, permet d'activer chacun des micros séparément :
position 1 : micro manche
position 3 : micro central
position 5 : micro chevalet
ou d'obtenir une association en parallèle de deux micros :
position 2 : manche et central
position 4 : central et chevalet
Un mini-commutateur (S2) permet de configurer le micro chevalet en mode humbucker série ou parallèle.
Dans les deux cas, les bruits parasites (hum) sont éliminés.
En position série, correspondant au câblage standard, le niveau de sortie est plus élevé
et le son plus chaud et rond.
En mode parallèle, on se rapproche du comportement d’un simple bobinage : le son est plus clair
et moins puissant, tout en conservant l’avantage d’une absence de bruit parasite.
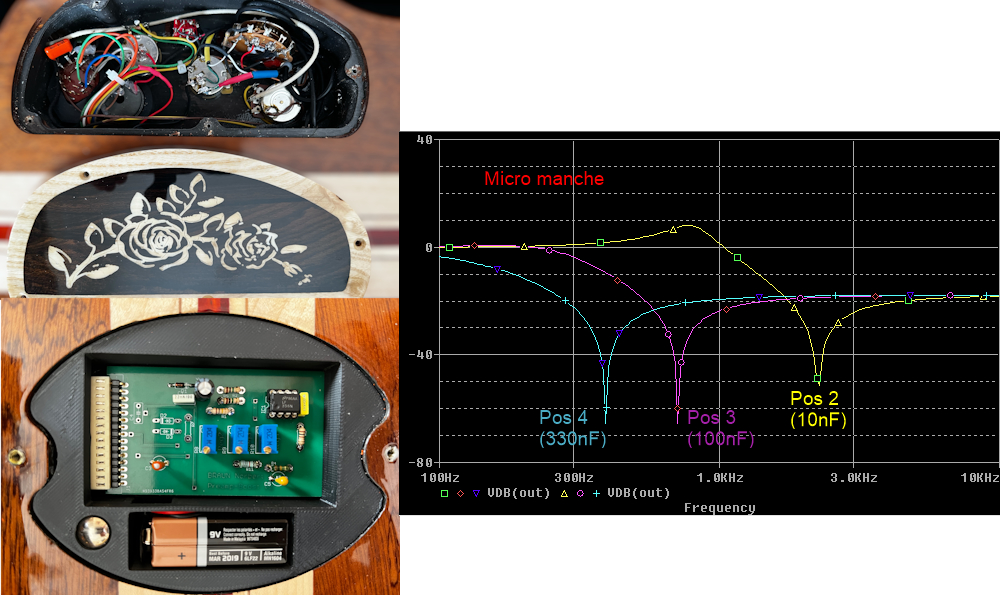
Enfin le commutateur rotatif (S3) introduit un filtre coupe bande ce qui permet
d'obtenir quatre modulations différentes :
Position 1 : direct sans filtre
Position 2 : mode rock (10nF)
Position 3 : mode jazz (100nF)
Position 4 : mode acoustique (330nF)
Le préamplificateur permet de compenser les atténuations pour maintenir un volume constant
quelquesoit la position.
Schéma de cablage de la guitare
Cablage de la guitare et réponse en fréquence du filtre
 Fabrication de la Tiger
Fabrication de la Tiger