Cette page détaille le processus de fabrication d'une guitare inspirée par la ES335 de Gibson.
Je l'ai nommé BB comme Brown Beauty mais aussi en mémoire de BB King qui a popularisé ce type de guitare avec tant d'autres (Chuck Berry, Alvin Lee, Keith Richard..).
Au lieu d'opter pour la méthode traditionnelle de construction des guitares Hollow Body, qui implique la création d'éclisses,
d'une table et d'un dos, j'ai choisi de concevoir une guitare Solid Body avec deux chambres acoustiques mais aux dimensions de l'ES335.
Les caractéristiques :
Corps en érable sycamore
Table en noyer
Dos teinté en couleur noyer
Manche collé en érable et noyer
22 frettes
Diapason : 628mm 24"3/4)
Touche en palissandre indien
Manche au profil D
Binding blanc autour du manche
Binding blanc autour de la table et du fond
Deux micros Filtertron Gold de Gretsch
Chevalet Tunomatic équipé d'un capteur piezo
Cordier vintage
Préampli Ghost pour le piezo
Deux sections de réglages des volumes et tonalités pour les micros magnétiques et le piezo
Sélecteur de micro 3 positions
Micro switch permetant de choisir les micros magnétiques, piezo ou les deux
Le bois a une densité qui est mesurée en Kg/dm³. Cette densité est un indicateur de sa capacité
à transmettre les vibrations plutôt qu'à les absorber.
Plus le bois est lourd, plus il est dense, et plus il est dense, moins il a tendance à absorber le son.
L'indice de Janka, quant à lui, est utilisé pour mesurer la dureté du bois.
Table en Noyer :
densité = 0,64kg/dm³ - Dureté Janka = 1200
Dimension de la planche brute (L x l x epaisseur): 2 x 530mm x 220mm x 18mm
Cette planche de noyer provient des hauteurs de Guebwiller. Du bois vosgien donc.
Le bois de noyer offre une sonorité chaude et riche avec des basses bien définies.
Il n'est pas courant que la table soit en noyer, même si Gibson a commercialisé des ES335 Walnut.
Corps en érable sycamore :
Densité = 0,61kg/dm³ - Dureté Janka = 1050
Dimension de la planche brute (L x l x epaisseur): 2 x 530mm x 230mm x 34mm
Cette planche d'érable provient d'un arbre de la forêt de Masevaux coupé en 1984.
L'érable ondé est particulièrement recherché pour sa qualité sonore claire et brillante, surtout dans les
hautes fréquences. Il présente également un temps de réverbération plus court que d'autres types de bois utilisés
pour la fabrication d'instruments de musique, ce qui peut donner au son une qualité plus rapide et plus sèche, ce qui
peut être souhaitable dans certains styles de musique. Enfin, l'érable ondé est également apprécié pour sa capacité à
produire des harmoniques riches et complexes, ce qui peut donner une profondeur et une complexité supplémentaires au son.
Concernant le manche, il est constitué d'érable,
et de noyer au centre.
Le manche est constitué d'une poutre d'érable et de noyer.
Initialement :
Deux lattes d'érable : 1010mm x 30mm x 25mm
Une latte de noyer : 1010mm x 20mm x 25mm
Après dégauchissage, les 3 lattes sont collées à la Titebond deux à deux pour constituer une poutre de 1m10 x 25mm x 80mm.
Étant donné que la largeur de la tête souhaitée est plus grande, il sera nécessaire de
coller deux petites pièces d'érable avant de façonner la tête du manche
Une fois les trois morceaux assemblés, l'ensemble est de nouveau passé au dégauchissage pour obtenir
une épaisseur de 22 mm. Par la suite, je prévois d'ajouter un morceau supplémentaire pour former le
talon du manche.
L'angle de renversement de la tête est de 13,5 degrés, ce qui nécessitera une découpe appropriée
pour pouvoir ensuite coller la tête au dos du manche.
Cette coupe est réalisée à la scie japonaise.
Étant donné que la coupe ne peut pas être parfaitement précise, il est essentiel d'aligner
avec soin les deux angles pour assurer un assemblage parfait lors de l'opération de collage.
Pour ce faire, on suit la méthode illustrée dans la figure ci-dessous, qui consiste à coller les
deux surfaces ensemble, puis à créer une surface plane en utilisant un rabot ou une ponceuse.
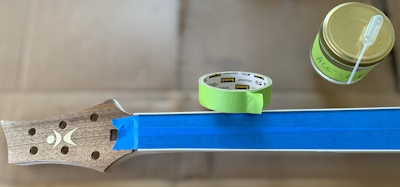
Afin de maintenir les deux pièces ensemble lors de l'usinage, j'applique de l'adhésif de marquage bleu sur chacune des surfaces,
sur lesquelles je dépose quelques gouttes de colle cyanoacrylate. La méthode de maintien est infaillible.
Pour que les deux pièces soient alignées lors du collage, il est préférable de les stabiliser avec deux
petites vis insérées en dehors du contour de la tête.
La tête étant plus large que la poutre, je rajoute deux morceaux d'érable sur les cotés.
Après un léger ponçage pour aplanir le collage et une coupe grossière de la forme de la tête, il faut creuser un canal pour recevoir le trussrod de 6mm de largeur,
12mm de profond et 42 cm de long. Une fraise droite de 6mm permettra d'obtenir cet usinage.
Le trussrod à double effet de 420mm, sortira de 10mm au niveau de la tête pour le réglage du trussrod.
A l'aide du gabarit et d'une fraise à copier, le contour du manche peut ensuite être usiné.
Le façonnage du manche se déroule en plusieurs étapes.
Tout d'abord, on commence par réaliser un usinage grossier
à l'aide d'une fraise qui donne au manche une forme en C, similaire
à celle des manches des guitares Gibson.
Ensuite, on procède à l'usinage de la tête du manche pour réduire son épaisseur à 12 mm.
Enfin, on effectue un ajustement minutieux du galbe et on élimine les imperfections à l'aide
d'un racleur et de papier de verre de différents grains, à savoir 80, 120 et 180.
Afin de positionner avec précision la touche, je réalise deux perçages dans la rainure des frettes 3 et 15,
à travers la touche et dans le manche. Deux clous de 0,5 mm seront insérés lors du collage pour empêcher tout
glissement de la touche aumoment du serrage.
Avant d'appliquer la colle sur le manche, je protège le trussrod avec une bande adhésive large de 1cm.
La colle Titebond est ensuite appliquée uniformément puis l'adhésif est retirée.
Le dos du manche et la touche sont protégés avec un carton, des bandes de bois ou de caoutchouc pour
éviter que les serres joints ne marquent le bois.
Placer un serre-joint tous les 5 centimètrse environ pour que la touche soit bien collée. Serrer et
laisser sécher une bonne journée.
La plaque visible de la tête est réalisée avec une fine planchette de noyer incrustée d'une figurine en laiton.
Les incustations ont été réalisées avec la fraiseuse à commande numérique.
Le cache trussroad est également en laiton et usiné avec la fraiseuse à commande numérique.
Le manche étant pour ainsi dire terminé, il faut à présent le fixer au corps.
J'utilise la titebond brune afin que les liaisons entre le manche et le corps soient relativement discrètes.
A l'aide de deux serre-joint, je maintiens la pression pendant une journée au moins.
La touche en palissandre indien doit avoir un radius de 12 pouces.
Les étapes dans l'ordre :
Avec la dégauchisseuse, ramener l'épaisseur à 8mm.
Tailler la planche de manière à ce qu'elle soit trapézoïdale,
à l'instar de la touche finale, mais en gardant une marge de 10mm (Ep x L x l :9mm x 550mm x 50 à 70mm).
Usiner la surface pour lui donner un radius de 12 pouces à l'aide du gabarit de radius.
Réaliser les rainures pour recevoir les frettes avec la commande numérique, une fraise de 0,6mm et le gabarit d'usinage.
Usiner l'emplacement des repères avec la commande numérique.
Coller les repères à l'aide d'une colle Epoxy mélangée à de la poudre de palissandre.
Usiner la dimension finale à l'aide d'un gabarit et de la fraise à copier en tenant compte de l'épaisseur du binding.
Ponçage de la touche avec une cale de 12 pouces et du papier de verre de 400.
Aspect de la touche avant ponçage final et mise en place des frettes.
Un binding entourera le manche. J'utilise donc une fraise pour réaliser la rainure pour
le binding à droite et à gauche de la touche.
La mise en place du binding de manche suit le même processus que celui utilisé pour le corps. Mais cette fois,
avant de mettre l'acétone, j'ajoute quelques points de colle cyano pour maintenir le filet en place.
Une fois sec, il est nécessaire de poncer pour enlever l'excédent de filet et ajuster
le manche de manière à obtenir une surface uniforme, sans différence de niveau entre le bois et le filet.
Les repères sur la tranche du manche sont placées après perçage à 1,5mm puis mise en place avec de la colle cyanoacrylates.
Un ponçage au grain de 400 est nécessaire avant d'appliquer une couche de fondur.
Les frettes en bronze sont insérées dans la touche grâce aux cales de radius fixées dans leur support,
lequel est maintenu dans le mandrin de la perceuse à colonne utilisée comme presse.
Le fret rocker est employé pour contrôler la planéité des frettes.
En utilisant un marqueur rouge, je repère les zones nécessitant un ponçage.
Grace à une barre d'acier de 20x40mmx500mm sur lesquel j'ai collé un papier de verre de grain 600,
je réalise la planification des frettes.
La forme du corps est obtenue en suivant un gabarit avec une fraise de recopie. De manière similaire,
la table en noyer est usinée en suivant la forme du corps.
Un autre gabarit permet de découper les ouïes et le logement du mnche.
Les limes plates et rondes permettent d'affiner la découpe.
Deux chambres acoustiques sont usinées dans le corps ainsi qu'un logement pour la pile (qui ne sera finalement pas utilisé).
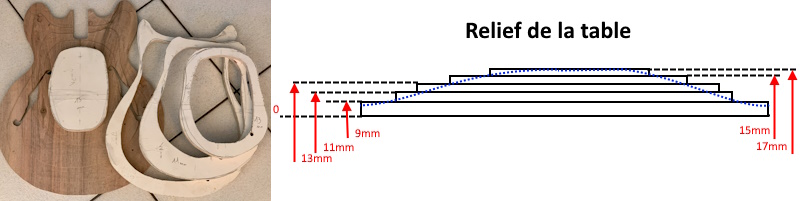
Pour obtenir le bon galbe de la table, plusieurs gabarits permettent d'obtenir les niveaux de relief.
Pour sculpter la table en noyer, j'utilise un mini-rabot et des racloirs pour aplanir la surface,
créant ainsi une surface lisse et galbée.
Enfin, son épaisseur est réduite à l'aide d'une défonceuse et d'un racloir.
Une inclinaison de 4 degrés de la table facilite l'usinage de la cavité destinée à accueillir le talon du manche.
La table préalablement usinée sert à guider la fraise à copier.
La dernière étape de l'ajustement du logement se réalise en utilisant
une scie japonaise et une lime.
La rainure destinée à recevoir le binding du dos est créée en utilisant une fraise de copie
avec un roulement dont le diamètre est inférieur de 1 mm à celui de la coupe.
Dans un premier temps, le filet est approximativement positionné.
A l'aide d'une petite pipette, on dépose de l'acétone entre le filet et le bois, ce qui provoque la fusion
du plastique et permet au filet d'adhérer au bois.
Durant tout le processus de collage, des morceaux d'adhésif de marquage sont placés pour maintenir le filet de binding.
Après 4 heures de séchage, je coupe l'excédent de filet au niveau du manche et je ponce le dos
pour que le filet affleure parfaitement le bois.
Pour apporter un peu d'homogénéïté, j'ai décidé de teinter le dos en couleur noyer.
Pour finir j'applique deux couches de fondur Nitorlack.
Avant de fixer la table sur le corps, il est recommandé de percer les trous nécessaires
pour les potentiomètres, les commutateurs et le jack. Il est essentiel de percer également
un trou dans la table pour le passage du fil du chevalet piezo, en plus de prévoir
une rainure dans le corps pour guider le fil jusqu'au logement de la carte de préamplification.
Les éclisses et le logement du manche sont préalablement protégés avec de l'adhésif de masquage,
puis la colle Titebond est appliquée avec soin sur toutes les zones de contact entre le corps et la table.
Les serre-joints vont maintenir une pression constante entre les deux parties pendant une journée complète,
après quoi il sera possible de retirer les adhésifs de protection.
Le binding autour la table est réalisé selon le même principe que pour le dos.
Pour combler les imperfections du binding, j'utiliser une pâte réalisée avec des restes de filet et de l'acétone.
Il faudra pour une autre réalisation, usiner le canal du binding de la table avant de coller cette dernière sur le corps.
Afin de garantir la justesse du son de la guitare et le bon positionnement des composants, les dernières opérations d'usinage sont effectuées une fois que le manche est collé.
Le cordier est placé de sorte que les cordes de MI soient bien centrées sur toute la longueur du manche.
Le chevalet est positionné de manière à ce que la note soit identique à vide et à la 12e case.
Ce n'est qu'après cette étape que le logement du deuxième micro est découpé.
La mise en place temporaire des micros permet de s'assurer que tout est en ordre avant de passer à l'étape du vernissage.
Le dos de la guitare est teinté dans une couleur noyer à l'aide
d'une teinte Nitorlack diluée à l'eau, avec une proportion de 25%
de teinte et 75% d'eau.
Au préalable, le bois a été poncé minutieusement.
Un vernis couleur noyer est ensuite appliqué pour protéger le tout.
Le vernissage pour l'ensemble de la guitare suit les étapes suivantes :
Ponçage avec un grain progressif de 180 à 400.
Teinte du dos
Application de deux couches de fondur Nitorlack.
Vernissage du dos avec un vernis teinté noyer en deux couches
Ponçage du dos avec un grain de 600
Vernissage à la bombe avec un vernis Nitorlack transparent brillant.
Appliquer trois couches fines séparées de 15 minutes, puis laisser sécher
trois jours poncer avec un grain de 1000.
Mise en place du decalcomanie
3 couches de vernis séparées de 15minutes et séchage pendant une journée.
Poncer à l'eau avec un papier de grain 1500
3 nouvelles couches de vernis
Patienter pendant au moins deux semaines afin que le vernis puisse sécher complètement.
Effectuer un ponçage successif en utilisant du papier de verre aux grains 1500, puis 2000.
Humidifier le papier avec de l'eau et quelques gouttes de produit vaisselle.
Il est essentiel de poncer délicatement pour ne pas altérer le vernis.
L'objectif est d'obtenir une surface mate, dépourvue de tout éclat brillant.
Appliquer ensuite le produit COUMPOUND CUT de Nitorlack avec un bout de tissu en coton.
Lustrer avec la lustreuse munie d'un tampon de mousse et à faible vitesse
Essuyer avec un tissu microfibre légèrement humide pour enlever les résidus de produit restant.
Appliquer le produit SUPER FINISH de Nitorlack en utilisant la même méthode que précédemment.
Le résultat permet d'obtenir un aspect miroir parfait.
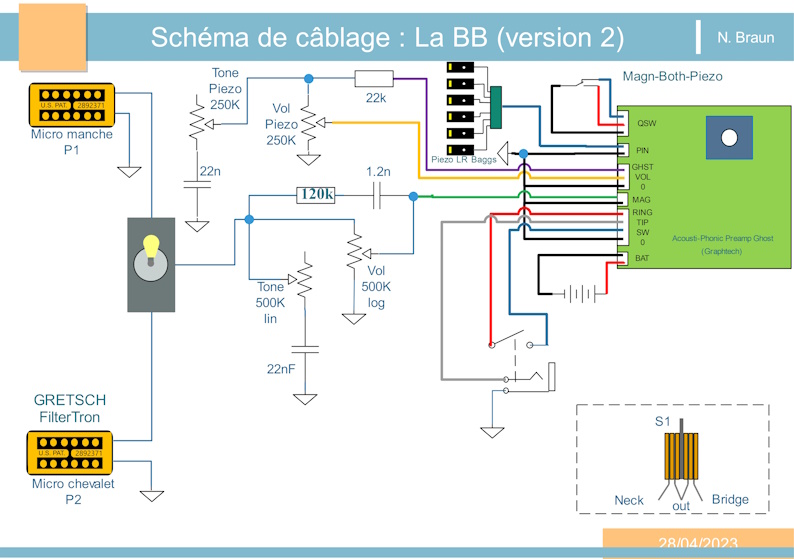
Le cablage se base à la fois sur une section magnétique et une section piezo.
La bascule d'une section à l'autre ou d'un mixage des deux se fait grace à un mini switch
à 3 positions connecté à la carte Ghost.
Chacune des section dispose d'un potentiomètre de volume et d'un potentiomètre de tonalité.
Les deux micros, peuvent être sélectionnés en parallèle ou indépendament l'un de l'autre comme
cela se fait sur les circuits habituels d'une guitare Gibson.
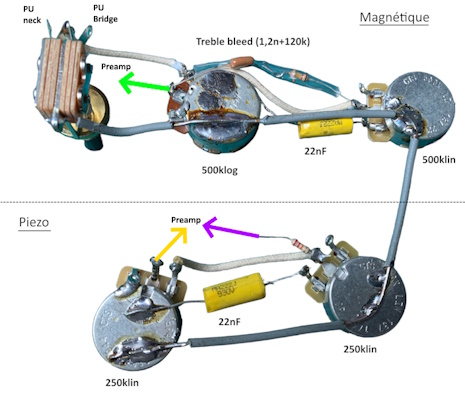
Schéma de cablage de la guitare
Cablage des composants de commande
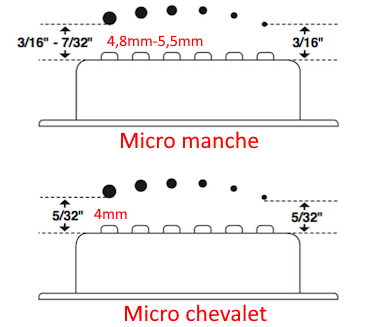
Les micros
Les micros sont des Filtertron de la société Gretsch.
Il s'agit de micros avec deux bobines en opposition de phase comme le Humbucker de Seth Lover,
mais avec les bobines sont plus hautes et plus rapprochées que les PAF. Les aimants sont par ailleurs presque deux fois plus larges,
ce qui leur donne un son plus brillant.
Il en résulte des micros qui ont la chaleur des PAF et le brilant des simples bobinages.
 Fabrication de la BB
Fabrication de la BB Cette page détaille le processus de fabrication d'une guitare inspirée par la ES335 de Gibson.
Cette page détaille le processus de fabrication d'une guitare inspirée par la ES335 de Gibson.



 Après dégauchissage, les 3 lattes sont collées à la Titebond deux à deux pour constituer une poutre de 1m10 x 25mm x 80mm.
Étant donné que la largeur de la tête souhaitée est plus grande, il sera nécessaire de
coller deux petites pièces d'érable avant de façonner la tête du manche
Après dégauchissage, les 3 lattes sont collées à la Titebond deux à deux pour constituer une poutre de 1m10 x 25mm x 80mm.
Étant donné que la largeur de la tête souhaitée est plus grande, il sera nécessaire de
coller deux petites pièces d'érable avant de façonner la tête du manche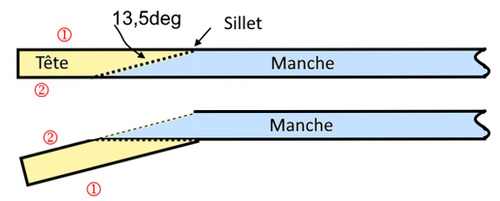
 Une fois les trois morceaux assemblés, l'ensemble est de nouveau passé au dégauchissage pour obtenir
une épaisseur de 22 mm. Par la suite, je prévois d'ajouter un morceau supplémentaire pour former le
talon du manche.
Une fois les trois morceaux assemblés, l'ensemble est de nouveau passé au dégauchissage pour obtenir
une épaisseur de 22 mm. Par la suite, je prévois d'ajouter un morceau supplémentaire pour former le
talon du manche. 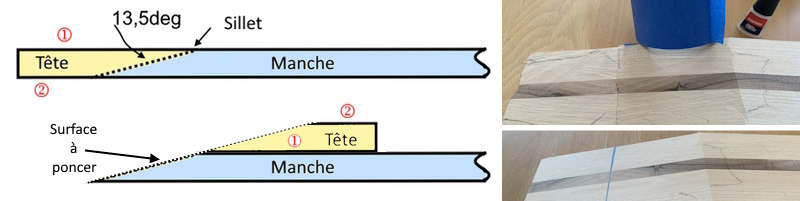











 La forme du corps est obtenue en suivant un gabarit avec une fraise de recopie. De manière similaire,
la table en noyer est usinée en suivant la forme du corps.
La forme du corps est obtenue en suivant un gabarit avec une fraise de recopie. De manière similaire,
la table en noyer est usinée en suivant la forme du corps.